


 The hydraulic injection molding machine has long been the backbone of the plastics industry, valued for its sheer power, reliability, and cost-effectiveness, especially for large-tonnage and thick-wall applications. Today, the market is dominated by Servo-Hydraulic Machines (Hybrid), which retain the power density of hydraulics while integrating a servo motor to drive the pump, achieving significant energy savings (typically 30%-60% over traditional fixed-pump hydraulics) and improved control.
The hydraulic injection molding machine has long been the backbone of the plastics industry, valued for its sheer power, reliability, and cost-effectiveness, especially for large-tonnage and thick-wall applications. Today, the market is dominated by Servo-Hydraulic Machines (Hybrid), which retain the power density of hydraulics while integrating a servo motor to drive the pump, achieving significant energy savings (typically 30%-60% over traditional fixed-pump hydraulics) and improved control.
The primary advantage of a hydraulic/servo-hydraulic machine is the lower initial Capital Expenditure (CAPEX). For common tonnage ranges, the purchase price is typically 30% to 50% less than a comparable all-electric model. Prices generally start from $30,000 USD for small to mid-tonnage standard models, escalating to $200,000 to $600,000 USD for high-end, large-tonnage (500T to 1500T) machines used in automotive or infrastructure production. Understanding the factors driving this cost—from pump selection to valve technology—is crucial for accurate budgeting.
This guide provides a detailed breakdown of the cost structure for high-performance hydraulic and servo-hydraulic platforms, such as Sunbun's two-platen or toggle series, helping you evaluate your investment against operational requirements.
What Are the Factors That Affect the Price of Hydraulic Injection Molding Machine?

The cost of a hydraulic machine is determined by the size and complexity of the mechanical structure required to manage high forces, as well as the sophistication of the hydraulic system installed to generate and control that power.
1. Drive Technology: Traditional Hydraulic vs. Servo-Hydraulic (Hybrid)
The engine driving the machine's primary cost factor is the pump system. The technology selected significantly impacts both initial CAPEX and long-term OPEX.
| Drive System | Initial CAPEX Estimate | Energy Efficiency Ratio | Control Precision |
|---|---|---|---|
| Standard Fixed-Pump Hydraulic | Lowest (Reference Base Price) | Low (Runs constantly, high waste) | Moderate (Dependent on throttling valves) |
| Variable Displacement Pump Hydraulic | Mid-Low (5% - 15% Premium) | Medium (Better flow management) | Moderate-High |
| Servo-Hydraulic (Hybrid) | Mid-High (20% - 30% Premium) | Highest (Motor stops during cooling/holding) | High (Excellent pressure/speed repeatability) |
The trend is overwhelmingly toward the **Servo-Hydraulic** system, as the 20%-30% CAPEX premium is quickly recovered by the 30%-60% energy savings, making it the most cost-effective solution over a 5-year operational window.
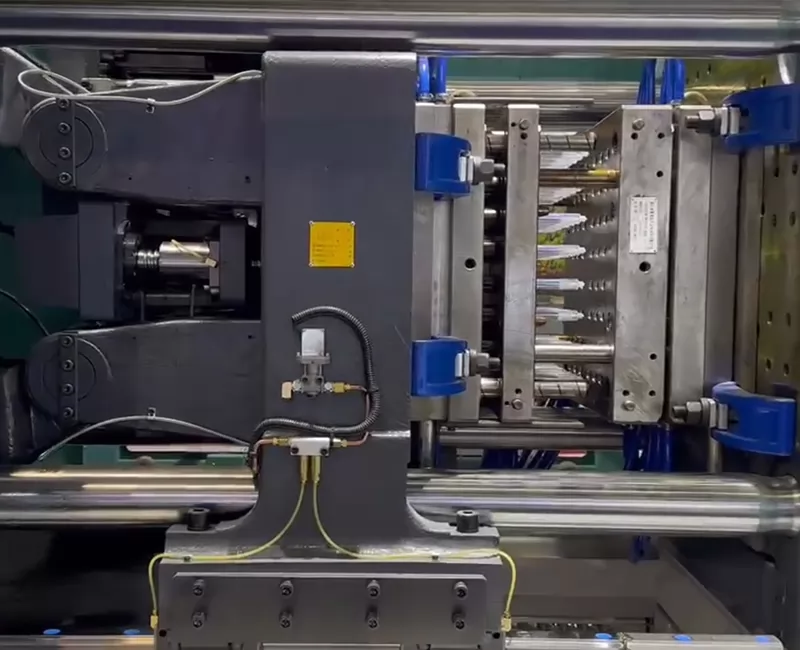
2. Clamping Mechanism and Tonnage (Toggle vs. Two-Platen)
The clamping system design is a core price driver, especially in the large tonnage segment.
- Toggle Clamping System (Lower Cost, Common up to 1200T): Uses a mechanical linkage (toggle) to multiply the force generated by a small hydraulic cylinder. It is mechanically complex but cost-effective, providing fast opening/closing speeds. The cost is highly dependent on the precision of the steel castings and the complexity of the linkage mechanism.
- Two-Platen Clamping System (Higher Cost, Common above 800T): Uses a large central hydraulic cylinder or multiple smaller cylinders acting directly between the platens. While more expensive due to the massive components, this design offers superior platen parallelism, shorter overall machine length, and easier mold installation, making it the standard for very large or high-precision industrial tooling.
- Tonnage and Size: As tonnage increases, the required diameter and wall thickness of the hydraulic cylinders, tie-bars, and structural platens increase substantially. For machines over 1500T, the sheer volume of high-grade, forged steel required is the dominant cost factor.
3. Core Hydraulic Components: Pump, Valves, and Filtration
The quality and origin of the hydraulic sub-components significantly influence the machine's reliability and price.
- Hydraulic Valves and Manifolds: The precision of the injection process is governed by proportional or servo-proportional valves (e.g., from brands like Rexroth, Yuken, or Eaton). Higher-tier valves offer faster response times and better pressure control, significantly increasing the cost over standard cartridge valves.
- Oil Management and Filtration: The size of the oil tank (dictated by tonnage) and the sophistication of the cooling and filtration system are factored into the price. High-quality systems include external oil coolers (heat exchangers) and fine-mesh filtration units to maintain oil purity, protecting the expensive valves and pump components.
- Accumulators: For specific high-speed applications (e.g., thin-wall molding) requiring extremely rapid injection rates, a dedicated accumulator unit is necessary. This adds considerable cost due to the pressurized vessels and safety systems involved.
4. Brand Premium and Structural Build Quality
The final price reflects the manufacturer's reputation, R&D investment, and commitment to structural integrity.
- Premium Global Brands: European and Japanese brands (e.g., Engel, KraussMaffei) carry a premium for their established reliability, global service networks, and proprietary control software.
- Tier-1 Asian Brands (Value-Performance): Manufacturers like Sunbun offer highly competitive pricing by optimizing manufacturing scale while maintaining quality through the use of high-standard structural materials and globally recognized hydraulic components (e.g., German or Japanese pumps/valves), providing excellent performance-to-price ratios.
Cost Breakdown: What Does Your Investment Cover?
When budgeting for a hydraulic injection molding machine, the final Capital Expenditure (CAPEX) is structured across three main areas.
A. Base Machine Capital Expenditure (CAPEX)
This covers the standard machine configuration, which typically accounts for 70%-85% of the total cost:
- Core Structure: Platen castings, toggle mechanism (or two-platen system), tie-bars, and the machine base frame.
- Hydraulic Power Unit: Servo motor, pump (variable or servo-driven), oil tank, manifold block, and major hydraulic cylinders.
- Control System: HMI interface, PLC, core machine operating software, and safety features.
- Standard Injection Unit: Standard screw and barrel assembly (usually nitride steel).
B. Mandatory Customization and Auxiliaries
These options are necessary for specific materials or applications and will increase the base price.
| Upgrade Type | Purpose | Est. Cost Increase Range |
|---|---|---|
| Wear-Resistant Screw/Barrel | Processing abrasive materials (e.g., glass-filled resins) or corrosive polymers (e.g., PVC), requiring bimetallic or specialized alloy barrels/screws. | ~$4,000 - $20,000 |
| Advanced Valve Package | Upgrading from proportional to high-response servo-proportional valves for tighter pressure/speed control, essential for precision parts. | ~$8,000 - $30,000 |
| Core Pulls and Ejector Upgrades | Adding hydraulic core pulls (multiple circuits), specialized ejector sequencing, or pneumatic valves for complex mold functions. | ~$3,000 - $15,000 per upgrade |
| Multi-Component (2K) System | Adding an auxiliary injection unit (L-shape or vertical) and complex manifold for two-shot or multi-color molding. | ~$50,000 - $200,000+ |
C. Logistics, Installation, and Commissioning Fees
These external costs are mandatory for the total investment, particularly for large tonnage machines.
- Freight (FOB/CIF): The cost of transporting the machine. Large hydraulic machines often require specialized heavy-haul transport and containerization, leading to higher freight costs compared to electric machines of similar tonnage.
- Installation and Commissioning: Fees for factory service engineers to oversee installation, conduct calibration, and perform Site Acceptance Testing (SAT).
- Ancillary Equipment: This includes the necessary peripheral equipment not built into the machine, such as mold temperature controllers (chillers/heaters), material dryers, and granulators, which must be factored into the overall project budget.
2025 Hydraulic Machine Price Comparison & Market Segmentation
The tab le below provides estimated price ranges for new, high-quality Servo-Hydraulic (Hybrid) injection molding machines based on clamping tonnage (USD, EXW/FOB basis). These prices represent the modern balance of power and efficiency.
le below provides estimated price ranges for new, high-quality Servo-Hydraulic (Hybrid) injection molding machines based on clamping tonnage (USD, EXW/FOB basis). These prices represent the modern balance of power and efficiency.
| Tonnage (Ton) | Sunbun/Tier-1 Asian Brands (USD) | Premium European Brands (USD) | Primary Application Focus |
|---|---|---|---|
| 150T - 300T | $40,000 - $90,000 | $90,000 - $180,000 | General purpose, consumer goods, standard industrial parts. |
| 400T - 650T | $110,000 - $190,000 | $200,000 - $350,000 | Large appliance casings, high-volume crates, medium automotive parts. |
| 800T - 1300T (Two-Platen) | $250,000 - $450,000 | $450,000 - $750,000 | Automotive bumpers and dashboards, large infrastructure components, heavy pallets. |
| 1500T+ (Two-Platen) | $500,000+ | $800,000 - $1,200,000+ | Ultra-large technical parts, specialized aerospace or logistics equipment. |
The True Value Proposition: Hydraulic vs. Electric
The hydraulic machine maintains a critical role in the market due to its specific strengths that justify its lower initial CAPEX and continued operational reliability.
| OPEX Factor | Hydraulic/Servo-Hydraulic Cost Level | Electric Machine Cost Level | Key Justification for Hydraulic |
|---|---|---|---|
| Annual Energy Consumption | Medium (Servo-controlled) to High (Fixed-pump) | Low (Only consumes energy when moving) | Lower initial CAPEX offsets some energy cost. |
| Annual Oil & Filtration Cost | High (Regular oil checks/replacement) | Zero (Oil-free) | Essential for maintaining high force density. |
| Major Component Replacement (Lifetime) | Medium (Pumps, seals, valves) | High (Ball screws, servo drives) | Hydraulic repairs are generally cheaper and faster. |
| Clamping Force per Dollar Invested | Highest Ratio (Excellent value) | Low Ratio (Expensive to generate) | Unbeatable for large, high-tonnage applications. |
The core financial justification for selecting a hydraulic machine remains the initial CAPEX savings and the high cost efficiency in producing parts that require brute force, long strokes, and robust operation over maximum precision.
- Cost-to-Tonnage Ratio: Hydraulic systems offer the most economical way to generate and maintain massive clamping forces. For machines over 800T, the hydraulic solution is significantly more cost-effective than attempting to replicate that force using expensive ball screws and multiple servo motors in an all-electric design.
- Sustained High-Pressure Power: The hydraulic system inherently excels at sustained, high-pressure injection and holding (packing) stages required for producing thick-walled, structural parts. This reliable, continuous force application is difficult to achieve digitally without extreme cost in all-electric machines.
- Robustness and Durability: Hydraulic machines are highly robust and tolerant of harsh industrial environments and rough mold handling. Their simpler mechanical actuation means they are easier and cheaper to repair globally, requiring less specialized technical expertise compared to sophisticated servo drive systems.
- Long Stroke and Tie-Bar Spacing: Hydraulic machines typically offer larger tie-bar spacing and longer stroke options for a given tonnage, which is often mandatory for accommodating large, deep-draw molds like those used in automotive or waste bin manufacturing.
Conclusion: Calculating the True Investment

The cost of a hydraulic injection molding machine is determined primarily by the required clamping tonnage, the choice between traditional hydraulic and energy-saving servo-hydraulic drive technology, and the scale/complexity of the core hydraulic components. The significant advantage of the hydraulic platform is its low initial CAPEX, especially crucial for start-ups or high-tonnage production where the cost difference compared to electric is massive.
While all-electric systems boast lower long-term operating costs, the modern servo-hydraulic machine provides a powerful balance: the reliability and cost-efficiency of hydraulics combined with the energy savings of a servo drive. For manufacturers focusing on large, robust, or high-volume non-precision parts, a high-quality servo-hydraulic machine, such as the Sunbun series, remains the most financially sensible investment, offering powerful performance and a quick CAPEX recovery.
Hydraulic Machine FAQs
Q1: What is the main difference in maintenance cost between hydraulic and servo-hydraulic machines?
A1: The main difference lies in oil life and pump wear. Servo-hydraulic machines run the pump only when necessary, keeping the oil cooler and cleaner, which significantly extends oil life and reduces the wear on the pump and seals compared to traditional hydraulics where the pump runs continuously.
Q2: Is a two-platen machine always more expensive than a toggle machine of the same tonnage?
A2: Generally, yes, a two-platen machine is more expensive. This is because the design requires massive main cylinders and complex hydraulic components (e.g., locking nut systems) to manage the full clamping force directly, whereas the toggle system uses mechanical leverage to achieve the same force more economically.
Q3: How much energy saving does a servo-hydraulic system truly offer?
A3: A well-maintained servo-hydraulic machine typically offers 30% to 60% energy savings compared to a conventional fixed-pump hydraulic machine. The exact savings depend heavily on the cycle time—machines with long cooling times see the highest savings because the servo motor can completely stop during the cooling phase.
Q4: Why are hydraulic machines preferred for thick-wall parts?
A4: Thick-wall parts require a very long, stable holding (packing) pressure phase to compensate for material shrinkage. Hydraulic systems naturally excel at maintaining this steady, sustained pressure throughout the entire cooling period, reliably ensuring part density and dimensional stability.